
Основной рабочий процесс термоформовочной машины включает в себя транспортировку листов, нагрев и смягчение, формование. (положительное или отрицательное давление или прессование), охлаждение, извлечение из формы, резка и последующая укладка с помощью роботизированной руки. В зависимости от производственного процесса продукта доступны различные модели, в том числе мультиформирующие положительное и отрицательное давление.-станция все-в-одна машина, отрицательное давление, формирующее несколько-станция все-в-одна машина, одиночная-станционные термоформовочные машины и термоформовочные машины для толстых листов. Его основные преимущества заключаются в высокой эффективности производства, низких затратах на пресс-формы и способности быстро производить сложную продукцию. Он также поддерживает обработку различных материалов, включая ПП, ПС, ПЭТ и ПВХ, что делает его незаменимым оборудованием для переработки пластмасс в повседневной жизни.
Упаковка для фруктов и овощей: используется для упаковки скоропортящихся продуктов, таких как фрукты и овощи.
Лотки для яиц, лотки для фруктов и т. д.: упаковочные материалы, используемые для транспортировки и защиты пищевых продуктов.
Фармацевтическая упаковка: например, фармацевтические лотки и крышки для бутылок.
Упаковка медицинского оборудования: например, шприцев и хирургических инструментов.

Корпуса бытовой техники: например, корпуса или панели телевизоров и холодильников.
В-автомобильные аксессуары: такие как приборные панели и внутренние панели дверей.
Пеналы и коробки для косметики: например, футляры для макияжа и лотки для упаковки флаконов духов.
Упаковка электронных продуктов: электронные лотки и упаковочные коробки для электронных продуктов, таких как наушники.
Я-разработал и освоил основные технологии
Точный контроль температуры 1 к 1
Использование нескольких-интеллектуальная технология контроля температуры PID в сочетании с высокой-прецизионный инфракрасный датчик, эта машина достигает ±1°Контроль перепада температуры C, обеспечивающий равномерный нагрев листа, предотвращение локального перегрева или охлаждения, а также значительное повышение точности формования и консистенции продукта.
5-Быстрая смена формы за минуту
Оснащен запатентованным быстрым-При замене системы пресс-форм один человек может выполнить замену пресс-формы в течение 5 минут. Он поддерживает несколько-режим комбинирования полостей и гибко адаптируется к различным требованиям к продукту (например, крышки для чашек, лотки и блистерная упаковка.), сокращая время простоев и повышая эффективность производства более чем на 30%.
Интеллектуальная система управления ИИ
Интегрированная интеллектуальная система управления AI обеспечивает 24/7 реальных-временной контроль рабочего состояния оборудования. Хранение данных в памяти и доступ к ним выполняются быстро и легко, что позволяет даже предприятиям без профессиональных операторов легко выполнять заказ. Один-нажмите «Пуск»-up прост, а для вашего спокойствия доступна удаленная заводская поддержка.
Как это работает (Полный процесс производства термоформовочной машины)
Полностью автоматизированное производство термоформовочных машин состоит из 10 ключевых компонентов, каждый из которых играет определенную роль и легко интегрируется для достижения точных и эффективных производственных требований.
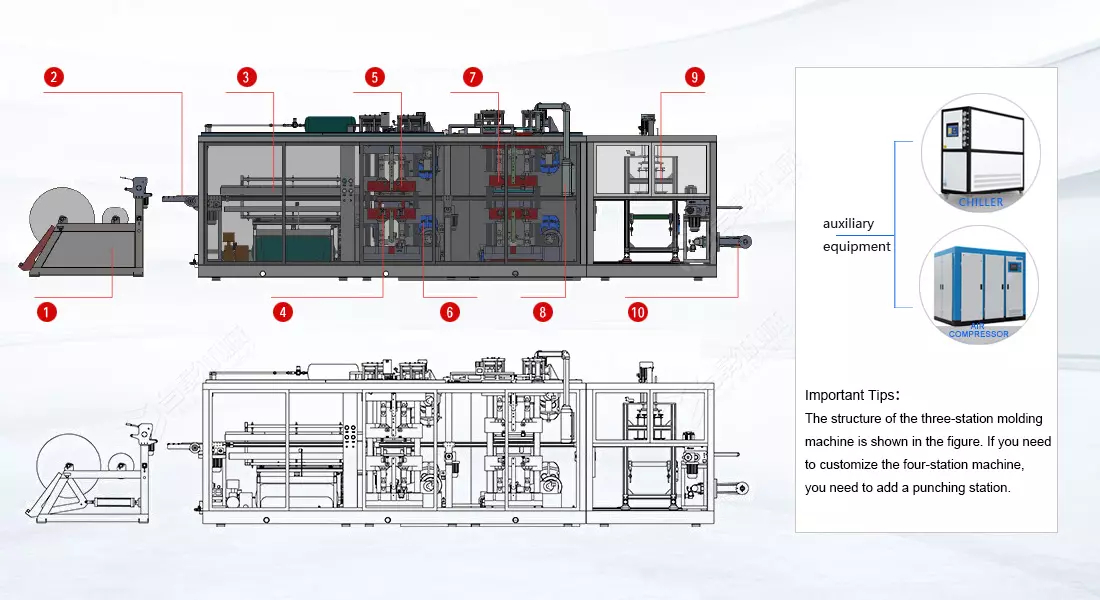
Эта полностью автоматизированная линия термоформования сочетает в себе листовое сырье и интеллектуальное управление процессом для производства высококачественной продукции.-качество, одиночный-используйте пластиковую упаковку для различных промышленных применений. Синхронная работа всех компонентов обеспечивает стабильное качество продукции при сохранении непрерывности производства.
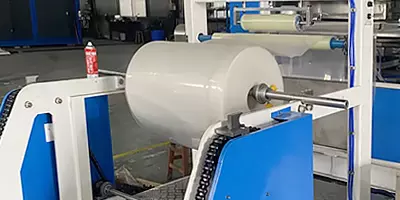
1. Размотчик
Хранит рулоны пластиковых листов и обеспечивает автоматическое или полуавтоматическое-автоматическая подача. Размоточный вал, система контроля натяжения, кромка-направляющее устройство (для обеспечения центрированной подачи листов).Одиночный-рулон или мульти-рулон (обеспечивает автоматическое переключение валков, чтобы минимизировать время простоя).
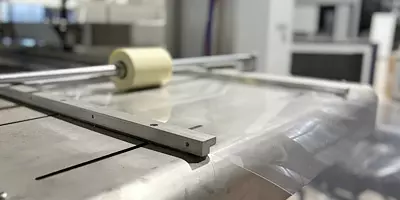
2. Транспортировка листов
Транспортирует лист из рулона на станцию нагрева с точной скоростью и позиционированием.Сервопривод-приводные конвейерные цепи/зажимы, захватные механизмы, фотоэлектрические датчики (для определения выравнивания листов).

3.Четыре-система обогрева сцены
Смягчает пластиковый лист до температуры, подходящей для формования. (обычно 150–300°С) с использованием лучистого или конвективного тепла. Обеспечивает равномерный нагрев при низком энергопотреблении. Обеспечивает быстрый отклик и точный контроль температуры. Мульти-Независимый обогрев секций для различных требований к материалам.

4.Т-Формованная платформа для пресс-форм
Т-конструкция стола фигурной матрицы (также называется столом для штампов в форме восьмерки) имеет более высокую скорость смены матрицы, чем традиционный стол для матрицы, сокращает время простоя при смене матрицы, имеет более высокую эффективность производства и более удобен в использовании.

5. Формовочная станция
Он использует самую передовую технологию термоформования с положительным и отрицательным давлением. Его преимущество в том, что каким бы сложным ни было изделие, его можно растягивать равномерно, обеспечивая однородную толщину и стабильное качество изделия.
6. Серводвигатель
Вся машина использует полную систему питания серводвигателя, обеспечивающую мощность для подачи, перемещения формы и операций резки. Преимущества: высокий-Точное позиционирование, энергосбережение и бесшумная работа.

7. Станция резки
Отделите формованное изделие от листа пластика и удалите лишний материал. Методы резки: Штамповочная резка: Механическая высечка. (подходит для простых форм). Лазерная резка: высокая точность, отсутствие износа инструмента. (подходит для сложных контуров).

8.Система управления ПЛК
Он использует новейшую интеллектуальную систему управления AI со встроенной функцией хранения данных. Он может в любое время получать данные для производства продукции с различными спецификациями, осуществлять мониторинг в режиме реального времени 24 часа в сутки и в любое время предоставлять обратную связь о рабочем состоянии оборудования.
9. Станция штабелирования
В машине используется полностью автоматический робот для производства изделий, которые можно загружать в форму или вынимать из нее. Он автоматически подсчитывает и аккуратно укладывает их для облегчения упаковки. Он также поддерживает настройку специальных станций штабелирования в зависимости от различных характеристик продукта.

10. сбор металлолома
Это последняя рабочая станция машины. Его функция очень проста: собирать обрезки, отрезанные от режущей станции, для легкой переработки и повторного использования.
Каждое решение оптимизировано с учетом конкретных производственных потребностей и свойств материалов, предоставляя клиентам гибкие, эффективные и стабильные производственные решения. Выбор правильного решения для оборудования для термоформования, основанного на реальных производственных условиях и требованиях к продукции, может значительно повысить эффективность производства и точность формования.

1. Решения для термоформования с положительным и отрицательным давлением.
* Двунаправленное регулирование давления: объединение положительного давления (сжатый воздух) и отрицательное давление (вакуум) Технология, процесс формования достигается за счет синергетического эффекта адсорбции положительного давления и отрицательного давления, что подходит для формования высоких-прецизионные и сложные конструкции.
* Используется технология управления преобразованием частоты, которая позволяет сэкономить более 30% энергии. Он имеет лучший эффект формования для сложных структур продукта и имеет сильные три-пространственное ощущение углов и канавок. Он подходит для сложных-формованные продукты, такие как коробки для свежих продуктов и электронные подносы.2. Решения для термоформования при отрицательном давлении.
* Режим одиночного отрицательного давления: лист смягчается вакуумной адсорбцией, а затем формируется в форму. Он имеет относительно простую структуру и низкую стоимость и подходит для изделий с неглубокой растяжкой и простой формой.
* Интегрированная система перфорации, резки, штабелирования и многофункционального оборудования.-Полностью автоматизированная производственная линия станции принимает формование под отрицательным давлением, поэтому существует больше возможностей для выбора форм. Можно использовать не только алюминиевые формы, но также медные и гипсовые формы. Это значительно снижает затраты на открытие пресс-формы для небольших партий и нескольких партий.-заказы по спецификациям.

3.Высокая-Решение для термоформования со скоростным сервоприводом
* Это полу-Модель автоматической термоформовочной машины. Разница между ним и всем-в-Одна машина заключается в том, что она имеет только одну формовочную станцию, и при формовке используется технология формования под отрицательным давлением.
Это самая ранняя модель термоформовочной машины как с гидравлической, так и с сервоприводной конфигурацией. Он не может производить аккуратно сложенную готовую продукцию, как обычный-в-одна машина. Этот станок также необходимо оборудовать независимым режущим устройством для обработки ненужной кромки. К формочкам не привередлива, поэтому некоторые начинают-взлеты все равно будут благоприятствовать этому.4. Раствор для термоформования толстых листов в блистерной упаковке.
В отличие от листового формования, это блистерная машина для термоформования, специально предназначенная для листов толщиной 2~12 мм. Эту машину обычно необходимо настраивать в соответствии с продуктом.
Термоформование толстого калибра относится к формованию толстых пластиковых листов, обычно толщиной более 3 мм, часто от 4 до 12 мм. Этот процесс используется для получения тяжелых-пластиковые детали, требующие повышенной прочности и долговечности, такие как автомобильные панели, корпуса бытовой техники и промышленные контейнеры. В отличие от термоформования тонкой толщины, при котором используются пластиковые листы толщиной менее 3 мм, термоформование толстой толщины идеально подходит для крупных конструкционных пластиковых компонентов, которые должны противостоять износу и нагрузкам.
| Термоформовочная машина с положительным и отрицательным давлением | |||
| Модель | SWT-7585 | SWT-7565 | SWT-6245 |
| Размер пресс-формы(макс.) | 750*850 мм | 750*650(мм) | 620*450(мм) |
| Метод формирования | Формирование положительного и отрицательного давления |
||
| Глубина формования(макс.) | 140 мм | 140 мм | 140 мм |
| Толщина листа | 0,16~2,0 мм | 0,16~2,0 мм | 0,16~2,0 мм |
| Скорость формирования(макс.) | 40~50 раз/мин | 40~50 раз/мин | 30~50 раз/мин |
| Давление воздуха | 0,6~0,8 МПа | 0,6~0,8 МПа | 0,6~0,8 МПа |
| Ширина листа(макс.) | 410~790 мм | 380~760 мм | 380~630 мм |
| Адаптивный материал | ПЭТ,ПП,ПС,БЕДРА,ПВХ,ПЛА..... |
||
| Источник питания | 380 В переменного тока, 50 Гц, три-фаза, четыре-проволока (Может быть настроен в соответствии с требованиями к напряжению источника питания в разных странах.) |
||
| Мощность нагрева | 117 кВт | 94,5 кВт | 91 кВт |
| Номинальная мощность | 153 кВт | 120 кВт | 118 кВт |
| Процедура | Формирование-пробивание дырки-резка-штабелирование |
||
| Размерность | л*Вт*Ч (10,5 м*2,15 м*2,88 м) | л*Вт*Ч (9,5 м*2,15 м*2,8 м) | л*Вт*Ч (8,0 м*2,0 м*2,5 м) |
| Вес | Около 14Т | Около 11Т | Около 10Т |
| Высокий-скоростная машина для термоформования с сервоприводом (SWT-7695) | |||
| Метод формирования | Формирование отрицательного давления | Адаптивный материал | ПЭТ,ПП,ПС,БЕДРА,ПВХ,ПЛА.... |
| Размер пресс-формы(макс.) | 760*950 мм | Источник питания | 380 В переменного тока/50 Гц(Настраиваемый) |
| Глубина формования(макс.) | ≤150 мм(Настраиваемый) | Мощность нагрева | 90кВт |
| Толщина листа | 0,15~2,0 мм | Номинальная мощность | 120кВт |
| Скорость формирования(макс.) | 20~40 раз/мин | Процедура | Формирование + резка + штабелирование |
| Давление воздуха | 0,6~0,8 МПа | Размерность | л*Вт*Ч(10,5 м*2,15 м*2,8 м) |
| Ширина листа(макс.) | 430~790 мм | Вес | Около 11Т |
| Высокий-скоростная машина для термоформования с сервоприводом (SWT-1220F) | |||
| Метод формирования | Формирование отрицательного давления | Размер пресс-формы(макс.) | 760*1220 мм |
| Глубина формования(макс.) | 180 мм | Толщина листа | 0,16~20 мм |
| Скорость формирования(макс.) | 6~15 раз/мин | Давление воздуха | 0,6~0,8 МПа |
| Ширина листа(макс.) | 490~750 мм | Адаптивный материал | ПЭТ,ПП,ПС,БЕДРА,ПВХ,ПЛА..... |
| Источник питания | 380 В переменного тока, 50 Гц Три-фаза, четыре-проволока | Мощность нагрева | 39КВт |
| Номинальная мощность | 55кВт | Процедура | Формирование (одна станция) |
| Размерность | 10,5 м*2,15 м*2,8 м(л*Вт*Ч) | Вес | 4,8Т |
| Основные электрические компоненты | |||
| Сервопакет | Инновация | ||
| Обогреватель | ЭЛЬШТЕЙН(Германия) | ||
| Модуль контроля температуры | ТАЙСОН Контроль температуры(ТАН ВАЙ) | ||
| Электромагнитный клапан | ХБП(Япония) | ||
| Твердотельное реле | ОМРОН | ||
| Автоматический выключатель | ШНАЙДЕР(Франция) | ||
| Контактор переменного тока | ШНАЙДЕР(Франция) | ||
| Выключатель питания | ШНАЙДЕР(Франция) | ||
В каких сферах это можно применить?
Пищевая промышленность
Мы можем производить коробки для фаст-фуда, пластиковые миски и тарелки, коробки для печенья, коробки для упаковки кондитерских изделий, подносы для свежих продуктов и свежие фрукты.-храните коробки, такие как клубника, черника и вишня.
Медицинская промышленность
Он может производить одноразовую упаковку для шприцев, упаковочные коробки Tyvek, медицинские лотки, блистерную упаковку для фармацевтических препаратов и корпуса медицинских устройств, таких как мониторы и аппараты искусственной вентиляции легких.
электронная промышленность
Он может производить электронные поддоны, а также внешнюю упаковку и внутренние поддоны для электронных продуктов, таких как мобильные телефоны, планшеты, умные часы, Bluetooth-гарнитуры, игровые контроллеры и т. д.
Производство чашек
Мы можем производить кофейные чашки, чашки для чая с молоком, чашки для питья, одноразовую посуду, чашки для молока, чашки для желе, чашки для мороженого, одноразовые чашки для напитков и т. д., а также подходящие к ним крышки для чашек.
автомобильная промышленность
Детали салона: приборная панель, дверная панель, крыша, каркас сиденья; внешние детали: бампер, крыло, колесная арка, кожух багажника на крыше; функциональные части: корпус аккумуляторного модуля, корпус двигателя, вентиляционный канал и т. д.
Упаковочная промышленность
Он может производить косметические накладки, подарочные коробки, коробки для упаковки вина, панели для столов и стульев, декоративные накладки для шкафов, рекламные световые короба, а также различные упаковочные блистеры для зубных щеток, игрушек и т. д.
Клиенты также спрашивали об этих сопутствующих машинах.


